Hier finden Sie den projektbezogenen Bericht zu unserer aktuellen
Arbeit.
Hinweise zu nicht erklärten Fachausdrücken finden Sie
in unserem Orgelbaulexikon
(pdf).
Zum letzten mal geändert am 29.04.2026
Meist am Wochenende erhalten Sie hier neueste Bilder und Informationen über unsere laufenden Projekte. Vielleicht arbeiten wir ja an einem Projekt in Ihrer Nähe, dann besuchen Sie uns doch einmal. Dieses Besuchsangebot versteht sich natürlich auch für unsere Kollegen. Wir haben keine Geheimnisse und fördern den Dialog, um als Ergebnis gute Orgeln zu erhalten.

Heilig-Kreuz-Kirche in Uhingen

Die Köberle-Orgel (Bj 1971) in der Uhinger Heilig-Kreuz-Kirche
Disposition (neu):
Hauptwerk:
Principal 8'
Bourdon 8' (schwellbar)
Octave 4'
Fuvola 4' (schwellbar)
Superoctave 2' (schwellbar)
Quinte 2 2/3' (schwellbar)
Mixtur 4-f. 2'
Tremulant
Rückpositivwerk:
Gedeckt 8'
Flöte 4'
Prinzipal 2'
Nasat 2 2/3'
Terz 1 3/5'
Flautino 2'
Tremulant
Pedalwerk:
Subbass 16'
Octavbass 8'
Gedecktbass 8'
Choralbass 4'
Fagottbass 16'
Koppeln:
I-Pedal, II-Pedal, II-I

Zum Abschluss wurde die Orgel noch
einmal generalgestimmt. Danach hieß es Werkzeuge verpacken und
transportieren. Wie es sich gehört, wurde der Arbeitsplatz, die Empore,
gereinigt und im angetroffenen Zustand wieder übergeben.

Mit diesem Schlussbild von der fertigen Orgel grüßen wir noch einmal unsere treuen Leser.
Wir verlassen die Kirche in Uhingen, nicht jedoch ohne Dank zu sagen:
Danke an Herrn Pfarrer Dürbach, der leider im Laufe der Arbeiten verstorben ist. Bis kurz vor seinem Tod hat er die Arbeiten begleitet, unterstützt und mitverfolgt.
Danke an Jugendreferent Markus Bauer für die Begleitung und Unterstützung, die er uns während der Arbeiten zukommen ließ.
Danke an Frau Wozar von der Kirchenpflege für die sehr gute Zusammenarbeit.
Danke an Frau Kaißer vom Pfarrbüro für tolle Unterstützung.
Nicht zuletzt bedanken wir uns bei der Mesnerin, Frau Condo. Sie war immer da, wenn man sie brauchte und hat uns zu jederzeit unterstützt. -Der warme Kaffee bei kalter Kirche hat uns oftmals neuen Auftrieb verschafft!

Wir hoffen, dass unsere treuen Leser die Osterfeiertage und das schöne Wetter genießen konnten. Wir jedenfalls, haben die Osterfestlichkeiten gut verbracht und starteten mit neuer Kraft in die Woche.
Die Holzpfeifen des Gedeckt 8' aus dem
Rückpositivwerk wurde vorintoniert. Da es sich dabei um Holzpfeifen
handelt, wird die Hobelbank benötigt.

Auch das nächste Register steht in der
Werkstatt zur Verladung bereit: Die Flöte 4' ist fertig. Damit sie ihre
Tonhöhe besser halten, wurden die kleinen Pfeifen mit Bleibärten zur
Stimmung versehen und die Deckel zugelötet.

Die Prospektpfeifen des Principal 2' wurden poliert.

Auf der Arbeitsplatte liegt die
ehemalige Waldflöte 2' aus dem Hauptwerk. Sie wurde in das Rückpositiv
transferiert und klingt dort künftig als Flautino 2'.

Hier werden die Pfeifen gerade einrastriert. Auf dem Platz stand zuvor das 3-fach Scharff.

Aus der ehemaligen Sifflöte 1 1/3' wurde
ein Nasat 2 2/3' generiert. Die Pfeifen wurden um eine Oktave gerückt.
Im Bassbereich wurden 12 neue Pfeifen in gedeckter Bauweise eingebaut.

Das Cromorne 8' liegt bereit zur
Sanierung. Alle Pfeifen werden zerlegt, die Zungenblätter, Kehlen und
Krücken blank gemacht. Nachdem alles gesäubert war, konnten die Pfeifen
wieder zusammengesetzt und in der Kirche intoniert werden.

Für die beiden letzten Register ist
nochmal Werkstattarbeit angesagt. Leon Scharfe stellt die Windstöcke
und Raster her. Hier liegen die Windstöcke bereits in der Verleimpresse.
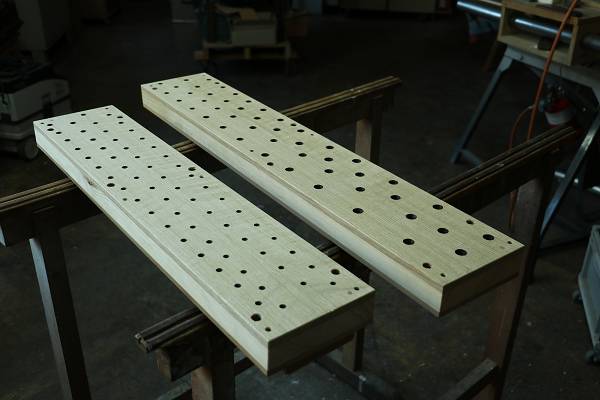
Fertig verputzt und geölt, warten die Stöcke auf ihre ...

... Schleifendichtungen.

Die Rasterstöckchen wurden in Scharfe'scher Bauweise hergestellt (weil sie einfach so am besten sind ;-).

Eine Heizplatte für die Orgelspielenden wird in einen Rahmen eingebaut. Sie findet am Spieltisch ihren Platz.

Premiere: Bis zum Wochenende sind wieder alle Pfeifen in der Orgel.

Die gedeckten Pfeifen des Nasat 2 2/3'
sind noch provisorisch abgedichtet (Klebeband). Die rote Farbe an den
Deckeln ist zum Festlöten erforderlich. Sie isoliert das umliegende
Material, da unser Lot und das Material nahezu den gleichen
Schmelzpunkt besitzt.

Unten an den Labien sind die Bleibärte angelötet. Sie ermöglichen die Stimmung.
Und hier ist das Werk nun komplett
intoniert, die Pfeifen sind zugelötet und die Lötfarbe wurde entfernt.
Das bedeutet: Die Orgel spielt am Sonntag erstmals wieder
vollumfänglich.
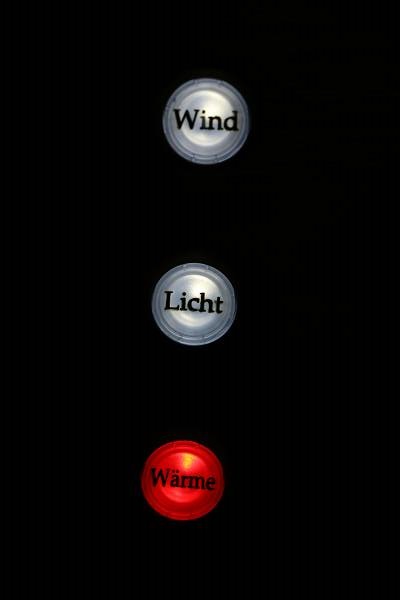
Zur besseren Orientierung wurden die Taster am Spieltisch noch graviert.

Der letzte Teil der Orgel, das Rückpositivwerk, wird in Angriff genommen. Zunächst werden die Pfeifen ausgebaut, ...
... die Windstöcke abgenommen ...

... und die Schleifen herausgenommen. Dann wird erstmal alles gereinigt.

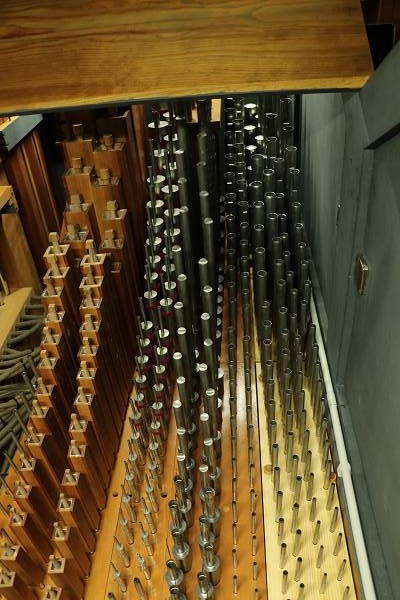
Die Prospektpfeifen fehlen, daher sieht man vom Gehäuse hinunter in das Kirchenschiff.

Rückpositiv ohne Prospektpfeifen. Gut zu erkennen sind die neuen Wartungslampen, die inzwischen auch in Betrieb sind.
Für die Registersteuerung sind die Schleifenzugmotoren zuständig. Sie müssen saniert werden.

Alle Pfeifen wurden in die Werkstatt
transportiert. Dort angekommen, wird sogleich mit dem Gedeckt 8'
begonnen. Hier sind die größeren Pfeifenspunde zu sehen. Sie besitzen
gedrechselte Spundgriffe. Im weiteren Verlauf sind die Griffe nicht
mehr gedrechselt sondern angeschrägt. Diese Machart ist für
Stimmarbeiten kontraproduktiv. Die Griffe sind schlecht zu fassen. Also
...

... werden kurzerhand alle Spunde auf die Drechselmaschine gespannt und abgedrechselt.

Die Rohrflöte 4' bei der Überarbeitung. Während ...

... die Stimmdeckel im Bassbereich eine
Filzdichtung besitzen, sind die kleineren Pfeifen mit Papier
abgedichtet. Diese Machart ist leider nicht stimmhaltig. Also werden
die kleineren Pfeifen mit Bleibärten versehen und deren Deckel
aufgelötet.

Die Prospektpfeifen aus dem Principal 2' sind gereinigt. Sie müssen noch poliert und intoniert werden.

Die Holzpfeifen des Gedecktbass 8' wurden fertiggestellt und anschließend mit Tusche und Feder signiert.

Für die neue Aufteilung auf der Windlade wurden komplizierte Überstöcke erfoderlich. Doch die Mühe lohnt sich, ...

... denn Ende dieser Woche dürfen die
Früchte geerntet werden, die die Orgelbauer gesät haben: Alle Pfeifen
haben ihren Freiraum zur Aussprache und das Pedalwerk ist endlich auch
für Stimmarbeiten zugänglich. Bild zeigt den Blick von außen durch die
neue Zugangstür.

Blick in Richtung Prospektpfeifen mit den neuen Holzpfeifen des Gedecktbass 8'.

Mit den aufgeleimten Deckeln und Böden werden die Seitenbretter zur vollständigen Pfeifen. Sie wurden abgelängt und verputzt.

An der Drechselmaschine werden die Spunde hergestellt. Da dies aus dem vollen Material gemacht wird, ...

... fliegen dabei eine Menge Späne.

Die Form der Spunde ist eine ausgetüftelte Sache. Auch sie trägt zum klanglichen Ergebnis bei.

Mittels Schafsleder wird abgedichtet. An der unteren Pfeifenreihe muss das Leder noch bündig geschnitten werden.

Die neuen Pfeifen müssen auf Stiefe, das
sind lange Pfeifenfüße, gestellt werden. Dies ermöglicht den davor
stehenden Pfeifen des Subbass 16' genügend Raum zur Aussprache.

Hier liegen die Vorschläge zum Trocknen aus. Sie wurden, nach ihrer Fertigstellung, geseift.
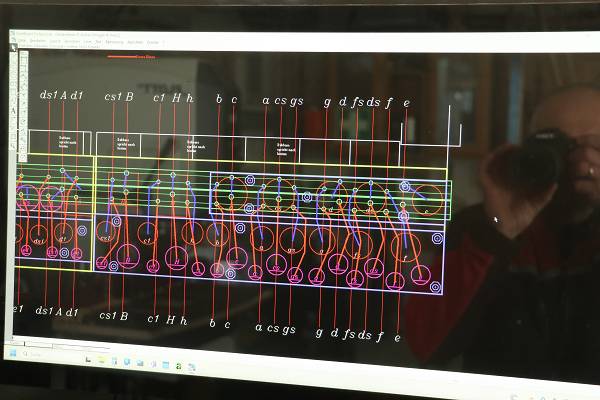
Am Rechner finden die Planungsarbeiten
für den Windladenaufriss statt. Die Registeränderungen werden zunächst
in digitaler Form eingetragen, bevor sie ...

... in die Tat umgesetzt werden. Hier sieht man die fast fertigen Raster für Gedecktbass 8' und Choralbass 4'.

Raster für die Holzpfeifen des Gedecktbass 8'.

Das "Fledermausregister" hängt an der
Wand: Die Pfeifen des Octavbass 8' waren bisher auf der Windlade und
damit viel zu eng und im Wartungsdurchgang aufgestellt. Das wurde
abgeändert, indem sie in die Gehäusefelder der Seitenwand abkonduziert
wurden. Nun hat jede Pfeife genügend Platz für die Aussprache und auf
der Windlade wird Raum für die anderen Registerumbauten geschaffen.

Die mit viel Mühe sanierten und
polierten Prospektpfeifen des Pedalwerks sind wieder eingebaut. Von der
Innenseite sieht man die mit Filz unterlegten Stimmrollen.

Die Zungenbecher aus Messing wurden saniert und das Register Fagott 16' wieder eingebaut und intoniert.

Gekröpfte Becher im Orgelinnern.

Die Pfeifen des Subbass 16' wurden
gereinigt und saniert. Die Spunde zum Stimmen wurden neu eingepasst.
Anschließend konnte das Register ebenfalls wieder eingebaut und
intoniert werden. Immer wieder wird auch vom Kirchenraum aus abgehört,
da die Platzierung des Spieltischs keinen neutralen Klangeindruck
vermittelt.
Die Vorbereitungen für das nächste Register sind angelaufen: Der ehemalige Rohrpommer 4' soll zu einem
Gedecktbass 8' umgebaut werden. Dafür
werden die Pfeifen um eine Oktave gerückt und die Töne C-H müssen neu
hergestellt werden. Hier sieht man die Pfeifenkerne.

Die seitlichen Wandungen werden an die
Kerne geleimt. So ergeben sich bestimmte Pfeifenabmessungen, auch
Mensur genannt. Bei Orgelbau Scharfe werden übrigens sämtliche
Holzpfeifen mittels Warmleim verleimt. Diese Leimart verspricht eine
glasharte Oberfläche im Innern der Pfeifen, was der Klangerzeugung
dient.

An den Mündungen sind sogenannte
Blindkerne eingeleimt. Diese werden später abgeschnitten. Bis dahin
aber dienen sie als Abstandhalter. So ist die Parallelität der
Pfeifenkörper gesichert.

Jetzt sind die Pfeifen schon deutlicher
zu erkennen. Sie wurden nach der In-Kern-Verleimung abgerichtet und auf
Tiefenmaß gehobelt. Unten, an den Kernen, sind die Fußlochbohrungen zu
erkennen. Hier werden später die Pfeifefüße eingesetzt.

Parallel zu den Intonationsarbeiten im
Hauptwerk, wird das Pedalwerk ausgeräumt. Hier müssen noch die
Zugangsfüllungen überarbeitet werden. Derzeit sind die Türen nur mit
Mühe zu öffnen, was die Pflege der Zungenstimme im Pedalwerk erheblich
erschwert. Daher werden, für eine werkzeuglose Öffnung der Füllungen,
Knaggen angebracht.

Im Zuge der Aushebung der Pfeifen, werden die Windstöcke abgereinigt. Das ist dringend nötig, wie man sieht.

Alle Pfeifen sind ausgebaut.

Die Windstöcke und die Schleifen wurden ebenfalls demontiert.

In der Werkstatt wurden unterdessen die Zungenpfeifen aus dem Fagott 16' saniert. ...

Alle Töne wurden zerlegt, die Kehlen und Zungenblätter blank poliert sowie die Krücken gangbar gemacht.

Bei der Sanierung der Prospektpfeifen
tauchen fatale Schäden auf: Einige Haften wurden zu kalt und damit
nicht haltbar gelötet. Beim Abriss einer Hafte besteht die Gefahr, dass
die Pfeife in das Kirchenschiff stürzt. Das darf auf keinen Fall
passieren. Daher werden alle Haften kontrolliert und nachgelötet.

Schäden an den Stimmvorrichtungen wurden ...

... beseitigt.

Unterdessen hupt und tutet es in der Kirche: Die restlichen Register im Hauptwerk wurden intoniert.

Die Pfeifen des Bourdon 8' haben die größten Umbaumaßnahmen erfahren. Im Diskant wurden Deckel angefertigt und aufgelötet.

Die größeren Pfeifen erhielten neue
Filzdichtungen und Bombierungen. Im Vordergrund (im Bild links)
übrigens findet sich das neu eingebaute Register "Superoctave 2' ".

Aufgrund der viel zu engen Aufstellung
haben die Pfeifen zu wenig Platz zum Sprechen. Einige Pfeifen wurden
abgeführt und der Ton C gar an die Decke gehängt. Damit klingt das
Register schön und voluminös. Als Begleitregister für den Chor eignet
es sich ebensogut, wie zum Füllen des Plenumklanges. Aber auch im
Solobetrieb ist es nun eine sehr schöne Klangvariante.

Diese Woche hat man von den Arbeiten an der Orgel nicht viel gesehen. -Wohl aber gehört: Die Intonation hat begonnen. Im Hauptwerk wurden die Register Principal 8', Octave 4' und die Mixtur intoniert. Hierbei werden die Lautstärke, Ansprache und Charakter der Pfeifen eingestellt. Da der Platz am Spieltisch nicht so gut beschallt wird, wie der Kirchenraum, ist das Abhören der Töne von der Raummitte aus nötig. Hierfür haben die Orgelbauer entsprechende Hilfsmittel. Mittels Fernmanual lassen sich die Töne auf einer externen Klaviatur anspielen.
Auf dem Foto sieht man die Mündungen der kleinen Pfeifen aus der Mixtur. Diese wurden zugelötet und auf Länge geschnitten.

Dieses Foto wurde vor der Sanierung
gemacht. Man sieht einige Töne, die zugestopft wurden. Das sind
Alarmzeichen, dass etwas nicht ganz in Ordnung ist. Mittlerweile ist
das nicht mehr nötig.

Sauber und ordentlich stehen die Pfeifen
wieder im Raster. Beim Register Principal 8', ganz rechts im Bild
wurden ja etliche Pfeifen abgeführt. Somit ist die Orgel besser (oder
überhaupt erst) zugänglich.

So hat das Ganze zuvor ausgesehen. Ein Vorbeikommen an den Pfeifen, ohne Schäden zu verursachen, ist unmöglich.

Im Hintergrund sind die abgeführten Pfeifen und Steighilfen für die Stimmung der Prospektpfeifen zu sehen.

Und hier wieder der Rückblick.

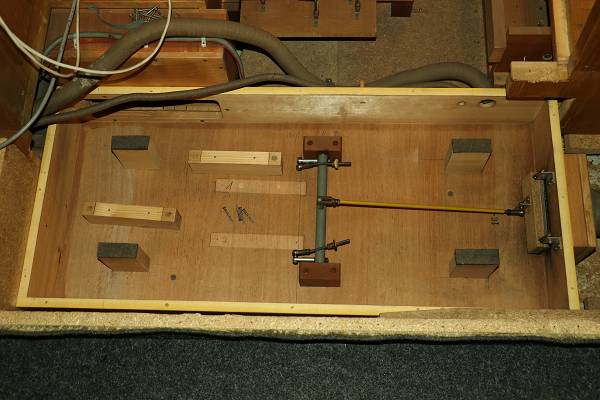
Schwellwerksmechanik die Letzte: Eine
gekröpfte Schubstange aus stabilem Flachstahl verbindet die Mechanik
wieder mit den Jalousien und siehe da: Auf einmal lässt sich die
Mechanik feinfühlig dosieren und die Jalousien schließen dicht.

Also nehmen die Orgelbauer die Prospektpfeifen in Angriff. Das Gerüst wird aufgebaut und die Pfeifen entnommen.

Bis zur Verladung in den Anhänger werden sie in den Kirchenbänken zwischengelagert.

In der Werkstatt müssen die Pfeifen
zunächst gereinigt und dringlich saniert werden (wie man an dieser
desolaten Stimmrolle sieht).

Nahezu jede Pfeife besitzt Schäden an
den Stimmvorrichtungen. Diese sind, aufgrund der Enge im Orgelwerk,
schlecht bis gar nicht zugänglich. Die Folgen müssen jetzt mühselig
beseitigt werden.

Am Beispiel dieser Stimmrolle zeigen wir, wie aufwändig das ist:

Zunächst werden die Stimmrollen
abgerollt und gekürzt. Dann muss die Pfeife begradigt werden. Der
Orgelbauer spricht von Rundieren.

Dann werden die eingerissenen Schlitze zugelötet.

An manchen Pfeifen müssen gar ganze
Stücke eingesetzt werden. Zuletzt werden die Stimmrollen wieder
eingerissen und aufgerollt. Dabei wird ein Filzstreifen mit eingelegt,
damit später die Rollen nicht vibrieren können.

Eingefressene Fingerabdrücke und
Insektenhinterlassenschaften haben, genauso wie Kerzenruß, die
Oberflächen rau und unansehnlich matt gemacht. Daher werde die Pfeifen
aufpoliert.

Anschließend werden sie nur noch mit
Samthandschuhen angefasst. Ca. eine halbe Stunde dauert es, bis eine Pfeife wie links im Bild wieder glänzt.

Schon sieht es wieder besser aus: Die Prospektpfeifen des Hauptwerks stehen wieder an ihren Plätzen.

Damit nicht wieder die selben Schäden an
den Stimmrollen entstehen, wird die Aufstellung einiger Pfeifen im
Hauptwerk geändert. Vorne, gleich hinter den Prospektpfeifen, sehen wir
einen neuen Windstock mit 5 abgeführten Pfeifen. Diese standen zuvor
mitten auf dem Stimmgang und ermöglichten kein Durchkommen.

Rechts an der Gehäusewand wurden weitere
7 Pfeifen abgeführt. Diese haben nun schön Raum für die klangliche
Aussprache, sind gut zu stimmen und stehen nicht mehr im Weg.

Der Octav 4' wurde wieder eingebaut.

In der Werkstatt wird die ehemalige
Koppelflöte zu einem Bourdon 8' umgebaut. Zudem sind mal wieder etliche
Schäden zu beklagen. So wie dieser Stimmhut hier. Aufgrund der
Unzugänglichkeit wurde der Filz und der Deckelrand beim Stimmen schwer
malträtiert. Alle Deckel müssen jetzt ausgeformt werden und bekommen neue
Filzdichtungen. Bei dieser Gelegenheit wird sogleich eine klangliche
Verbesserung erwirkt: Die Deckel werden bombiert. Das heißt, dass deren
oberer Abschlüsse nach oben hin konvex ausgearbeitet werden. Damit sind
die Töne stabiler in ihrer Intonation.

Nachdem die Wellen für die
Schwellmechanik im Spieltisch verbaut waren, konnten die weiteren
Mechanikteile bis hin zur Schwellwand hergestellt werden. Hier die
Winkelverbindung im Trakturboden im Rohzustand ...

... und hier in der Kirche eingebaut.

Eine stabile Schubstange aus 14mm Vollmaterial ersetzt die dünne Schubstange mit einem Durchmesser von 8mm.

Angekommen: Für die Lagerung der letzten
Mechanikwelle und für die Schallabdichtung des Schwellkastens wurde ein
neuer Boden samt Blende hergestellt.

Unterdessen hört man in der Werkstatt
das monotone Klopfen der Klopfhölzer. Pfeifen werden gerichtet. Hier
ein Patient, der wohl mal abgeknickt war und hinterher grob
zusammengelötet wurde.

Um die Schadstelle zu entfernen, musste die Pfeife zerlegt werden. Anschließend wurden alle Bestandteile ausgeformt und ...

... die Pfeife wieder zusammengelötet.

Die Pfeifen des Octav 4' sind fertig und können ...

... vorintoniert werden. Hierbei wird die Klangsprache des Registers und die grobe Tonhöhe eingestellt.

Mit den Pfeifen aus der Mixtur geht es weiter.

Alle Stimmrollen werden abgerollt und
die Mündungen ausgeformt. Anschließend werden alle Stimmrollen
zugelötet. Dieser Kandidat hier wurde einst schwer malträtiert: Ein
verzweifelter Stimmer hat aus Frust das Oberlabium in den Körper
gedrückt, damit die Pfeife stumm wird. Diese unlautere Methode wird
natürlich ...

... beseitigt.

Eine Erklärung noch zum Zulöten der
Stimmrollen: Diese wurden in der gesamten Orgel zu breit angelegt. Die
Spannung, welche hierbei auf den Anrissen liegt, lässt diese dort
oftmals aufplatzen. Auch ist die Stimmhaltigkeit so nicht gut. Also
werden die Stimmrollen zugelötet und schmäler wieder eingeschnitten.
Etliche kleinere Pfeifen erhalten gar keine Stimmrollen mehr. Sie
werden "auf Länge" geschnitten. Damit kann man sie später für die
Tonhöhenänderung kulpen. So sind sie viel stimmhaltiger.

Die fertige Mixtur, eingepasst in die Pfeifenstühle.

Als nächstes Register ist der Boudon 8' an der Reihe (ehemals Koppelflöte).

Damit mehr Grundton entsteht, müssen die
Pfeifen umintoniert werden. Hierzu werden sie aufgeschnitten. In dem
Falle geschieht das mit einer Wölbung. So spricht der Ton weich und
grundtönig an. Pfeife rechts im Bild alt, links umgearbeitet.

Im Hauptwerk wurde das erste Register
saniert. Hierbei müssen, aufgrund von Unzugänglichkeit, einige Pfeifen
umgestellt werden. Auf dem Bild sieht man den Windstock des Principal
8' noch vor der Umarbeitung. Die Schläuche, die man seitlich
herausragen sieht, verbinden die Pfeifen im Prospektfeld mit dem
Windstock.

Ein neuer Windstock mit Rasteranlage wird hergestellt und ...

... die Pfeifen werden saniert. Damit
die umgestellten Pfeifen stabiler stehen, werden sie an sogenannten
Hochrastern angehängt. Dafür werden ...

... Haften angelötet.

Das Tenorfeld steht auch schon auf einem
neuen Stock, samt Raster. Die Aktion verschafft nun den nötigen Platz
auf der Windlade, damit die Arbeitsgänge für den Zugang frei werden.

In der Kirche angekommen, werden
sogleich Stöcke und Windladen auf Dichtigkeit getestet. Hierbei gibt es
dann Probleme. Während die Windstöcke prima dicht sind, hat die
Windlade heftige Mängel: An zwei Stellen stechen jeweils drei Töne
zusammen. Das bedeutet, das beim Druck auf die Taste die beiden
Nebentöne leicht mitklingen. Nach langer Fehlersuche blieb nichts
anderes übrig, als die Windlade an den sechs betreffenden Kanzellen
auszugießen. -Eine heikle Arbeit, denn in die Kanzellen passen ca. 1,5l
Leim und der sollte weder unten in die Windlade noch oben über die
Stockdichtungen fliesen. Die Aufgabe ist es, die Kanzellen völlig mit
Leim zu füllen und nach einer kurzen Wartezeit ...

... den Leim kontrolliert abfließen zu
lassen. Zum Glück und dank penibler Vorbereitung ist alles geglückt.
Die Windlade ist wieder dicht und ...

... die Stöcke können wieder eingebaut werden.

In der Werkstatt fliegen derweil Funken. Metallarbeiten sind angesagt.

Die Mechanik für die Schwellerbetätigung
muss neu ausgeführt werden, da die alte Mechanik den Belastungen nicht
standhält. Also wird nach eingehender Planung die neue Mechanik
hergestellt. Dazu werden Arme an dicke Metallwellen geschweißt und ...

... die Lagerungen dafür hergestellt. Die Lagerböcke werden gezinkt, da dies noch immer die stabilste Holzverbindung darstellt.

Die Welle wird, in Kugellagern gebettet, in den Wellenrahmen eingebaut.

In der Kirche werden die Wellen
eingebaut und mit dem Balanciertritt am Spieltisch verbunden. Das war
eine heikle Mission, da die umliegenden Tontrakturen kaum Raum zum
Agieren lassen.

Der Balanciertritt hat eine neue Gummifläche erhalten, da der alte Belag verschlissen war.

Ui! Im Raum unter der Decke hat ein
Handwerker seine DNA hinterlassen. Aber Schwamm 'drüber, die Spinnweben
zeugen davon, dass die Untat schon eine Weile her ist. Vermutlich gibt
es die Brauerei inzwischen auch nicht mehr. Aber warum müssen die
Orgelbauer denn in der Decke rumkriechen? Ganz einfach: ...

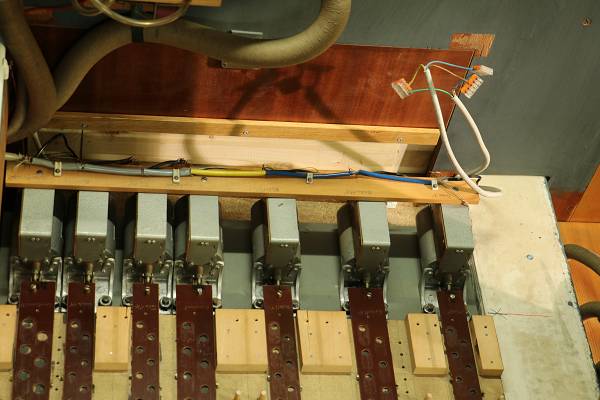
... Die Verkabelung der Orgel wird erneuert. Hannes von der Elektrofirma
Wolfrum ist da. Er übernimmt die Arbeiten an den Anschlüssen, während die Orgelbauer die Kabel in der Orgel verlegen.

Der provisorische Schalter am Spieltisch verschwindet und die Drücker werden in das Tableau an den Tasten verlegt.

Endlich gibt es auch Licht im Innern der
Orgel. Ab jetzt können die Orgelbauer ihre Grubenlampen ablegen und
können bei guter Arbeitsbeleuchtung ihre Aufgaben erledigen.

Die Öffnungen im Fußboden wurden mit
Abschlussleisten versehen. Aufgrund der vielen unregelmäßigen Winkeln,
eine schöne Herausforderung zum Jahresbeginn.

Nun konnte der bestehende Bodenbelag in die Felder eingepasst und wieder verklebt werden.

Die dunklen Ränder markieren die Wartungsöffnungen.

Im Hauptwerk geht es weiter. Der Tremulant streikt. Also muss er demontiert und saniert werden.

Die Pfeifen werden von der Hauptwerkswindlade abgeräumt.
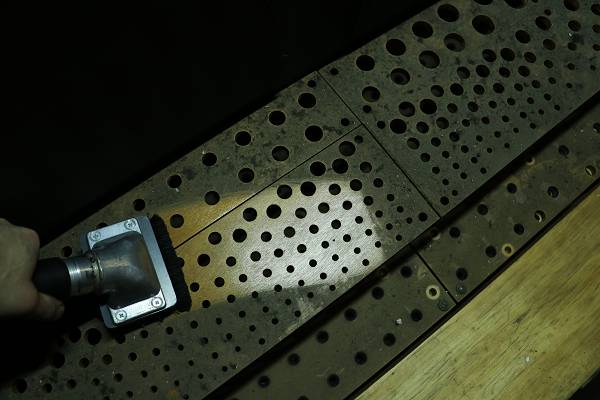
Der Sauger erledigt die gröbste Vorreinigung.

Nachdem alles sauber ist und die Flächen
auch noch abgewischt sind, können die Windstöcke abgenommen werden.
Darunter kommen die Schleifen mit den darunterliegenden Dichtungsringen
zum Vorschein.

Da die Kanzellenauslässe recht laute Blasgeräusche erzeugen, werden Filzauslässe eingebaut.

Auf dem Schwellwerksdach gibt es ebenfalls eine Menge Schmutz und Staub.

Diese Drehstrommotoren bewegen die
Schleifen zur Einschaltung der Register. Die Arbeitsspindeln wurden
herausgefahren und neu gefettet. Damit reduzierte sich das Arbeitsgeräusch der Schleifenzugmotoren merklich.

Im Spieltisch gibt es auch noch eine
Baustelle: Die Mechanik der Schwelljalousien funktioniert nicht
zuverlässig. Die Orgelbauer gehen der Sache nach. ...

... Es stellt sich heraus, dass die
Mechanikkomponenten zu schwach dimensioniert wurden. Daher wurde auch
schon notdürftig geschweißt und repariert.

Hier sieht man gar eine gerissene
Schweißnaht, die offensichtlich den starken Beanspruchungen nicht
standgehalten hat. Folglich wird die Mechanik neu gerechnet und mit
stärkeren Dimensionen wieder hergestellt.

Die Registerdrücker wurden graviert und poliert.

Mehrfach wurde das Notenpult geölt, damit die Oberfläche widerstandsfähig wird.

Die Haltebügel für die Notenleuchte wurden hergestellt.

Hier sieht man das fertig montierte Notenpult mit angebauter Notenleuchte.

Am Gehäuse der Orgel sind die Füllungen
aus Plattenmaterial hergestellt. Diese sind, vor allem an den
Wartungszugängen viel zu groß und zu schwer. Außerdem müssen bei jedem
Zugriff etliche Schrauben entfernt werden. Das wollen die Orgelbauer so
nicht lassen. Also werden die Füllungen geändert. Hier auf dem Bild
sieht man eine zusätzlich eingeschnittene Zugangstür, ...

... welche das Hineinsteigen in die Orgel erleichtern wird.

Die beiden Trennschnitte sind kaum zu
erkennen. Somit ändert sich an der Optik nichts. Die große Füllung des
Untergeäuses wurde in 3 Stücke aufgeteilt.

Am Winkelbalken gibt es viel
Regulierarbeit. Aufgrund der schlechten Zugänglichkeit sind die Winkel
nicht exakt reguliert und verfolgen keine Linie. Doch mit viel Mühe und
so manchem Trickwurde die Problemstelle beseitigt.

Der Spieltisch wurde wieder komplettiert, damit die Orgel an Weihnachten genutzt werden kann. Auch die neue Pedalbeleuchtung ist bereits in Betrieb.
An dieser Stelle wünschen wir allen treuen Lesern ein gesegnetes Weihnachtsfest und einen guten Rutsch ins neue Jahr 2026!

Die Klaviaturen wurden soweit
fertiggestellt. An den Obertasten fallen noch die abgegriffenen
Tastenkörper auf (Taste rechts gedrückt).

So sieht das an einer einzelnen Taste aus. Gut zu erkennen, wie weit die Farbe bereits abgegriffen ist.

Die betreffenden Tasten wurden nachgeschwärzt.

Fertig zum Einbau.

Als zusätzliche Arbeit wurden
Waagebalkenleisten hergestellt und eingebaut. Nun werden die Tasten beim Spielen nicht mehr aus ihren Lagern gehebelt.

In der Kirche wurden die Trakturböden gereinigt, genauso auch die ...

... Winkelbalken und Wellenbretter.

Die Klaviaturen wurden wieder in den Spieltisch eingebaut.

Die Pedalklaviatur wurde grundsaniert.
Sie hat neue Obertastenbeläge erhalten. Außerdem wurden sämtliche
Verschleißteile wie Garnierungen und Polster erneuert. Damit ist die
Pedalklaviatur wieder fast wie im Neuzustand.

Die Klaviaturen im Spieltisch werden freigelegt. Sämtliche Anbauteile und Registerstaffeleien wurden entfernt.

Unter den Klaviaturen hat sich eine Menge Staub angesammelt.

Der entkernte Spieltisch von der Rückseite her gesehen.

Nun wird erstmal alles gereinigt. Anschließend werden sämtliche Lagerstellen inspiziert und gewartet.

An den Registerschaltern und an den
Züngchenschaltern für die Freien Kombinationene sind etliche Lötstellen
zu kalt gelötet und verursachen Kontaktschwierigkeiten. Daher müssen
die Anschlüsse nachgelötet werden.

Alle Kontaktstellen der Schalter werden
geöffnet und die Kupferplättchen von Oxid befreit. Hier sieht man den
stark oxidierten Kontakt und ...
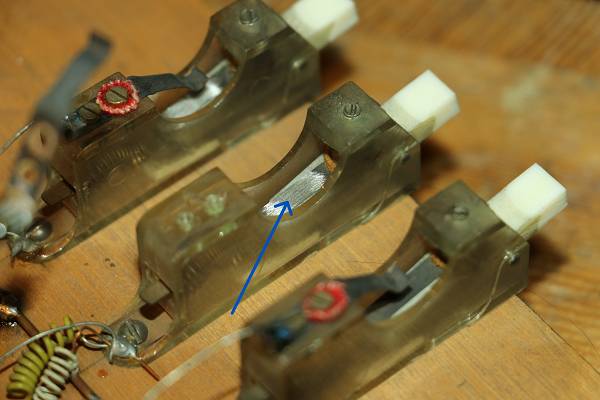
... hier den blank gereinigten.
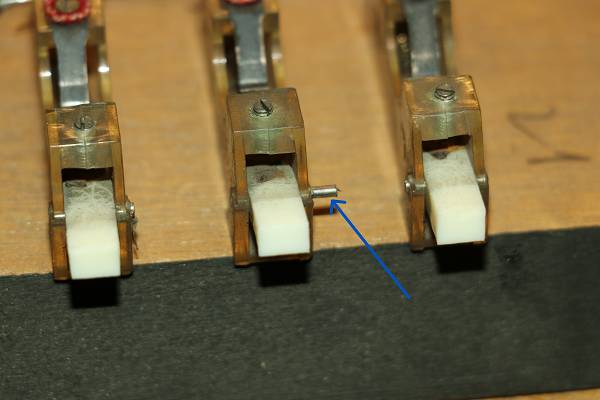
Ein paar Schalter sind sehr wackelig.
Beim näheren Hinschauen zeigt sich Grund: Manche Achsen sind aus den
Lagerstellen Herausgelaufen. Also werden sie zurückgeschoben und an den
Enden gegen neuerliches herauslaufen gesichert.
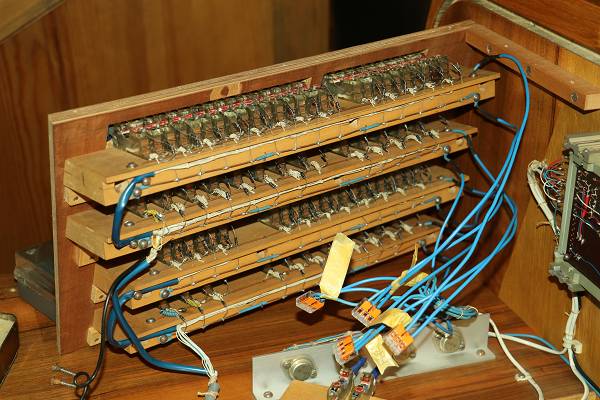
Die Registerstaffel konnte zunächst
aufgrund der zu engen Verkabelung gar nicht ausgebaut werden. Die
Zuleitungen mussten erst gekappt werden. Damit künftige Reparaturen
ohne einen solchen Eingriff möglich sind, wurden die Anschlusskabel
verlängert (blaue Leitungen rechts im Bild) und lösbar gemacht.

Die Klaviaturen wurden in die heimische
Werkstatt transportiert. Hier sollen sie saniert werden. Beim Ausbau
der Tasten zeigt sich viel Schmutz auf den Vorderpolstern. -Nach
jahrzehntelangem Gebrauch ist das ein normaler Umstand.

Ein gebrochener Tastenbelag, der einmal notdürftig repariert wurde. Er wird ausgetauscht.

Auch der Motorkasten hat den Weg nach
Bünzwangen angetreten. Er muss zur Verbesserung der Lärmdämmung
aufgedoppelt und neu gedämmt werden.

Unterdessen fliegen im Maschinenraum die
Späne: Der Zuschnitt für das neue Notenpult wird gemacht, damit das
Material entspannen kann. Ein schöner Nussbaum, welcher einst in Sulpach gestanden hat, wird für das Notenpult verwendet.

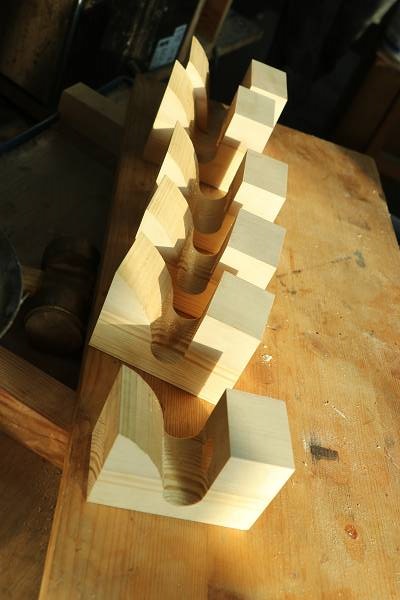
In der Orgel werden auch
Registeränderungen stattfinden. Um diese vorzubereiten, müssen neue
Holzpfeifen hergestellt werden. Die dafür erforderlichen Kernblöcke und
die Blöcke für die Spunde wurden verleimt.

Hier sieht man die Wandungen für die
neuen Holzpfeifen als Zuschnitt. Sie sind luftig gestapelt, damit sie
sich aklimatisieren können.

Ein Heimspiel für die Orgelbauer aus
Bünzwangen: Es geht in die Heilig-Kreuz-Kirche nach Uhingen, den
Nachbarort. Dort werden die beiden Bünzwanger die nächsten Monate nun
verbringen. Zunächst kommt eine Aufgabe mit ungewissem Ausgang auf sie
zu: Die Wartungsöffnungen im Boden sind zugeklebt und mit Nadelfilz
abgedeckt. Also müssen die beiden zunächst herausfinden, wo sich die
Zugänge befinden und dann den Bodenbelag ablösen.

Hier sieht man, wie wichtig diese
Aufgabe war. Vor dem Spieltisch verbergen sich mechanisch relevante
Bauteile und der Balg für das Rückpositivwerk.

Unter dem Boden hinter
dem Spieltisch liegt eine Station mit allerlei mechanischen
Umlenkungen und die Schwellmechanik.

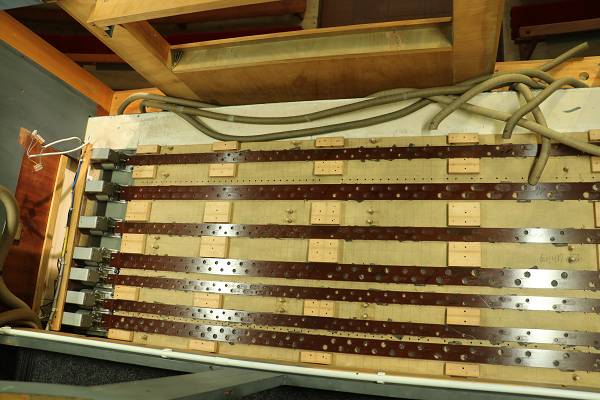
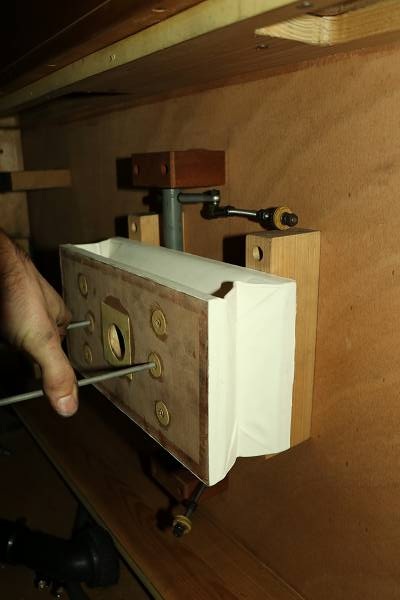
Zunächst wurden alle Bälge aus der Orgel
entnommen. Sie müssen in der Werkstatt mit neuem Leder bezogen werden.
Auch solche kleinen Bälge, wie dieser hier, werden neu gemacht. Dieser
ist für die Bewegung des Koppelbalkens für die Manualkoppel zuständig.

Die Arbeitsbälge für die Pedalkoppeln befinden sich "hinter Gitter". Die Demontage gestaltet sich hierbei etwas schwieriger.
In den Bälgen der beiden Manualwerke
befinden sich zusätzlich Tremulantenbälge. Auch diese erhalten neue
Lederfalten. Hier wird gerade der Tremulantenbalg des Hauptwerks wieder
eingebaut.
Der Balg des Rückpositivwerks ohne
Lederfalte. Im Innern ist die Mechanik für die Regulierung gut zu
erkennen. Hier müssen alle Verbindungen gelöst, gesäubert, geschmiert
und wieder montiert werden.

Die Regulierventile sind total verrußt. Sie müssen gesäubert werden.

Die neu belederte Balgfalte für das Rückpositiv.

Und hier ist er auch schon eingebaut. Die schwarzen Federn erzeugen den Druck auf die Balgplatte.